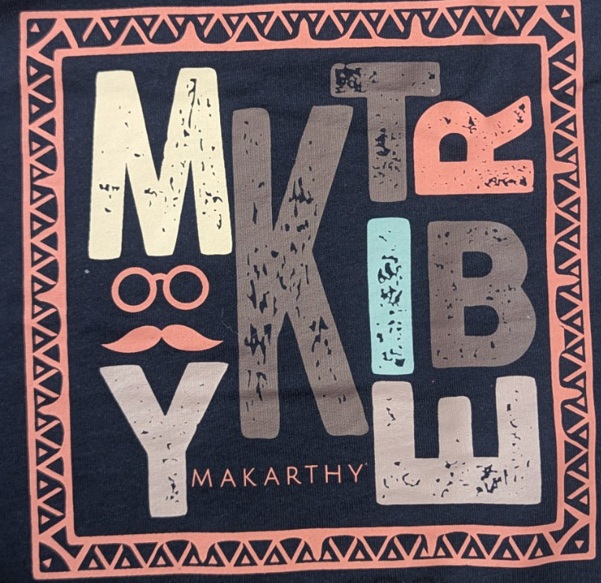
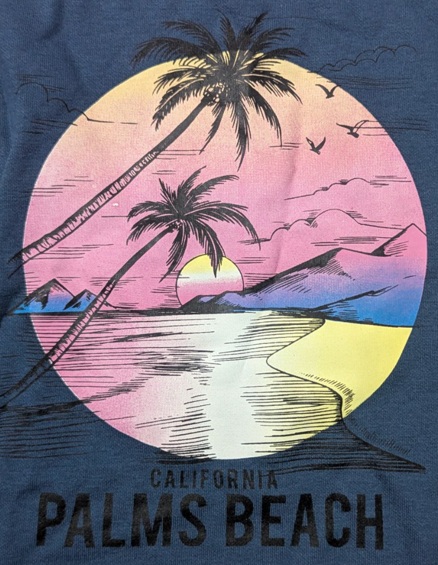
Screen printing is a widely used textile printing technique in which ink is transferred onto fabric through a mesh screen stencil, allowing precise control of color placement and design detail. Each color in a design requires a separate screen, making the process suitable for both simple and multi-color graphics in mass production.
The process involves:
- Screen Preparation – A mesh (polyester or nylon) is coated with photosensitive emulsion.
- Exposure & Stencil Creation – The design is transferred by UV exposure, creating open areas for ink passage.
- Ink Application – Ink is pushed through the screen using a squeegee.
- Curing – Heat curing (typically 150–170°C for plastisol inks) ensures ink fixation and durability.
Common ink systems include:
- Plastisol inks – PVC-based, durable, widely used in apparel
- Water-based inks – Softer hand feel, eco-preferred option
- Discharge inks – Remove dye from fabric and replace with new color
- Specialty inks – Puff, metallic, glow-in-the-dark, high-density
Screen printing is compatible with cotton, polyester, blends, fleece, jersey, and woven fabrics. It is extensively applied in t-shirts, hoodies, sportswear, uniforms, promotional garments, and home textiles.
From a technical perspective, screen printing demonstrates the integration of ink rheology, mesh count selection, squeegee pressure control, and curing chemistry to achieve optimal color vibrancy, wash fastness, and production efficiency.
In textile education and museum collections, screen printing represents a foundational industrial printing technology that bridges traditional stencil techniques with modern automated textile manufacturing systems.